cam ________________________________ _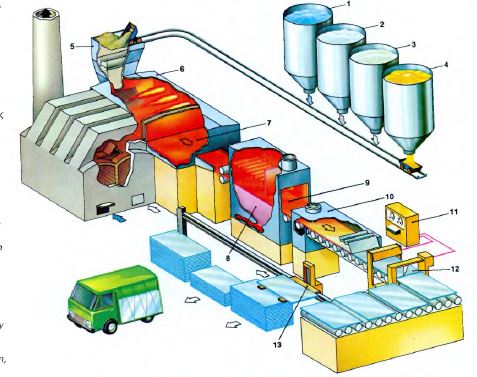
Silis, borik anhidrat, sodyum karbonat, kireçtaşı gibi
maddelerden oluşan bir karışımın, yaklaşık 1 300 °C’a
ısıtılmasıyla elde edilen saydam, amorf madde. Söz konusu
maddelerin ısıtılarak eritilmesini, inceltme ve dinlendirme
işlemleri izler.
CAM YAPIMININ TARİHÇESİ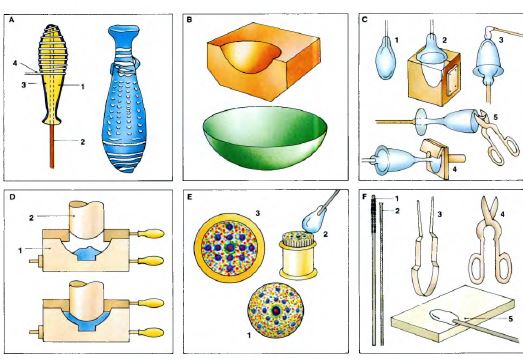
Daha, İ.Ö. 3000 yıllarında eski Mısır’da, Fenike’de ve
Çin’de süsleyici amaçlı renkli boncuklar biçiminde kullanılan
camın, tam olarak nerede ortaya çıktığı bilinmemektedir.
Ama cam yapımı sanatının yaklaşık olarak
İ.Ö. 1500’de, eski Mısır ve Yakındoğu’da kusursuzlaştırıldığı
kesindir. Cam üfleme tekniği İ.Ö. 50’ye doğru Fenike’de
bulunmuş ve camdan yapılabilecek eşya çeşidini
artırmıştır. (Bk. CAM ÜFLEME; CAM İŞÇİLİĞİ.) Ayrıca
üretimlerini kolaylaştırmış ve daha saydam çamlar
yapılmasını sağlamıştır. Cam üfleme sanatı Roma İmparatorluğu’nda
hızla yayılmış ve süsleyici amaçla yapılan
cam eşyalar nispeten ucuzlamıştır.XI. yy’dan başlayarak, Batı Avrupa’da birkaç yeni
XVI. yy’da
yapılmış bu
gravürde, bir cam
yapımevi
canlandırılmıştır.
O dönemde> cam,
koni biçiminde,
odunla beslenen
ocaklarda ısıtılan
kil ¡çömleklerde
yapılıyor, işçiler,
erimiş
camı, ocağın
kenarlarındaki
yuvarlak
deliklerden
alıyorlardı. Cam
daha sonra,
soğutulmak için
havada sallanıyor
(arka planda),
üflenerek biçim
veriliyordu
(ön plandaKalıp düz cam
üreten ilk
yapımevi XVII.
yy’ın sonlarında
kurulmuştur.
1820’ye doğru
yapılan bu
resimde Berry
d ü şe sicam
eriyiğinin, demir
kalıp masasına
akıtılışını
izlemektedir.
Kalıp masasında,
cam soğutulurken,
bir demir
silindir,parçayı
istenilen kalınlığa
kadar sıkıştırırdı.cam yapımı merkezi oluşmuş, Bohemya’da bitkilerden
elde edilen potasyum bakımından zengin kül, daha düşük
ergime sıcaklıklı cam yapımında hammadde olarak
kullanılmıştır. Avrupa’da cam eşya yapımı özellikle yeni
kompozisyonların, renklerin, üretim tekniklerinin geliştirildiği
Venedik yakınlarında kusursuzlaşmış, Venediklilerin
camın arılığını bozan demir katışıklarını yükseltgemek
için manganez dioksit biçiminde mangan
eklemeleriyle, cam saydamlaşmış ve demirin indirgenmiş
aşamasının neden olduğu yeşil ya da kahverengi lekeler
yok edilmiştir. Cama kurşun, borik asit ve daha
çok soda eklenmesi, camı işlemeye elverişli sıcaklık sınırını
artırmış ve daha karmaşık biçimler, daha ince ve
daha parlak cam eşyalar üretilmiştir. Ayrıca, özel katkı
maddeleriyle çok çeşitli renklerde camlar üretilmiştir.
Venedik’in cam eşya üretimindeki üstünlüğü, XVIII.
yy’a kadar sürmüştür.
XVII. yy’ın sonlarında İngiltere’de hammaddelere
kurşun eklenmesiyle, nitelikli kristaller üretilmeye başlanmış
ve Londra, önemli cam üretim merkezlerinden
biri haline gelmiştir.
XIX. yy’da cam yapımı teknikleri hızla gelişmiş, bilim
adamlarının geliştirilmiş optik camlara gereksinmelerinin
artması, kabarcıklar, küçük oyuklar, kırılma indisi ve
renk gibi etmenleri büyük ölçüde denetleyebilen üretim
işlemlerinin gelişmesini desteklemiştir. Michael Farady,
camı günümüzde de geçerli olan bir bakış açısıyla
“güçlü bir kimyasal bileşikten çok, çeşitli maddelerinGünümüzde düz,
kusursuz camlar
yapmak için en
yaygın yöntem,
kalay banyosu
üstünde
yüzdürme
yöntemidir
(Pilkington
yöntemi). Cam
parçaları (1), kireç
(2), sodyum
karbonat (3) ve
silikat (4), bir
öğütücüde (5)
karıştırılır ve bir
fırında (6) eritilir;
gelen hava (mavi
ok) ile sıcak fırın
tuğlaları temas
ettiğinde, yüksek
sıcaklıklar elde
edilir. Erimiş cam
(7) silindirler
arasından akıp,
daha sonra,
oksijensiz
ortamda ve
denetlenen bir
ısıda,erimiş kalay
banyosu (8)
yüzeyinde
yüzdürülür. Cam,
banyo üstünde
hareket ederken
derece derece soğur ve her yanı aynı kalınlıkta, katı, düz bir levha olarak çıkar {9); bu levha iç geri timleri hafifletmek için bir
soğutmajbiriminden ya da tavlama fırınından (10) geçirilir. Tavlamadan sonra, özel uzunluklarda düz cam kesme (12) ve
istifleme (13) işlemini bir bilgisayar (11) denetler.Resimlerde gösterilen cama biçim verme teknikleri yüzyıllardır kullanılmıştır ve birçoğu, cam eşya yapımında hâlâ
kullanılmaktadır. (A) Eski Mısırlılarsam bardaklar yapmak için kum esaslı yöntemi kullanmışlardır. Bakır ya da tunç bir
çubukla (2) desteklenen kum (1) cam eriyiğine batırılır (3), sonra sıcak; yumuşatılmış cam lifleriyle sarılırdı (4). (B) Açık
kalıplara erimiş cam bastırmakla da çanakkap ve tabak oluşturulur. (C) Bir şarap bardağı yapmak için, bir erimiş cam
kütlesi; uzun, dar borunun (1) ucunda sallanıp>, bir kalıpta üflenip biçim verilir (2); Bir sap eklenerek (3), tabanı oluşturulur
(4) ve kenarları biçimlendirilir {S). (D) Bunlara göre daha modern bir kalıp sıkıştırma tekniğinde, bir erimiş metal kütlesi,
metal bir kalıba (1) akıtılır ve metal bir silindir (2) camı, istenilen biçime presler. (E) Güzel desenli bir kâğıt tutucusu (1),
silindir biçimli bir kalıbı, renkli camlardan çubuklarla doldurup (2), çubuklar bir erimiş metal kütlesiyle birleştirilerek (3) elde
edilir. (F) Cam işleme aletleri: Üfleme borusu (1), erimiş cam kütlelerini tutmak için kullanılan demir çubuk (2), maşa(3)/
makas (4), üstünde yumuşatılmış camın düzleştirildiği mermer levha (5).
oluşturduğu bir çözelti” diye tanımlamıştır.
1800 yıllarına kadar cam eritmek için odun ateşi üstünde
çömlekler kullanılırken, o tarihten sonra, ısıtmada
odun kömürünün yerini maden kömürü ve petrol almıştır.
Günümüzde çömlek içinde cam eritme yalnızca
laboratuvarlarda, özel bazı optik camların üretiminde
kullanılmaktadır.
Pencereler için düz cam üretimi. XX. yy’a kadar pencere
camı da cam eşya gibi üflenerek elde edilirken, XX.
yy’ın ilk yarısında, cam eriyiğinden doğrudan cam şeridi
çekmek için Fourcault ve Colburn işlemleri geliştirilmiştir.
Sürekli cam eriten bir ocakla birlikte kullanıldığında
bu işlemler, yüksek nitelikli çok miktarda düz
cam üretmeye elverişlidir. En yüksek nitelikli düz cam,
ocaktan akıtılan cam eriyiğin haddeden geçirilmesiyle
elde edilir. Pürüzlü yüzeyli cam daha sonra, geniş otomatik
makineler yardımıyla cilalanır.
1950 yıllarında İngiltere’de, Pilkington Cam Şirketi’nden
Alistair Pilkington, nispeten daha ucuza, yüksek
nitelikli düz cam elde etmek için yeni bir yöntem geliştirmiştir.
Bu yöntemde, eritme ocağından sürekli akan
cam şeridi, kalay banyosu üstünde ve dikkatle denetim
altında tutulan bir ısıda yüzdürülür. Metal eriyiğinin düz
yüzeyi, soğuma sırasında cama yumuşak bir yüzey kazandırır.
Soğuduktan sonra cam sertleşir ve elde edilen
yüzey hasar görmeden haddeden geçirilir. Bu yöntemle,
kalınlıkları 3-18 mm arasında bütün düz camlar üretilebilir.
Öbür amaçlar için cam üretilmesi. Şişe, kavanoz, vb.
cam kaplar, sürekli bir makine üstündeki bir kalıp içine
sıcak camın üflenmesiyle elde edilir. Elektrik ampulleri
de, bir kalıba sıcak cam üflenerek yapılabilir; ama bu
durumda tek bir cam parçası yerine bir cam şeridi eritme
ocağından beslenir; özel bir körük,camı şeritten,
bir kalıba üfler. Bu yüksek hızlı şerit makinesi, her iki saniyede
birden çok ampul üretir.
Tabak, bardak,vazo gibi cam eşyalarsa, bir kalıba sıcak
cam sıkıştırılarak, ucuza üretilebilir. Bu yöntemde
bir parça sıcak cam metal bir kalıba yerleştirilir ve cama
istenilen biçimi vermek için kalıba metal bir tulumba silindiriyle
basınç uygulanır. Dönel bir yatakta otomatik
besleyiciler kullanılmasıyla, sıkıştırılmış cam da sürekli
olarak elde edilebilir.
CAMIN ÖZELLİKLERİ
Cam teknolojisinde, cam, ergime tepkimesinin, kristalleşme
olmadan (Bk. KRİSTAL), katı hale soğutulmuş
inorganik ürünü olarak tanımlanmıştır. Ama, soğutma
işleminden geçirilmeksizin eriyik halinden de cam elde
edilebilir. Sözgelimi cam buhardan ya da su içindeki
sodyum silikat gibi sıvı bir çözeltiden (su camı) çökeltme
yoluyla da elde edilebilir. Ayrıca polimerler gibi organik
maddeler, hattâ alkol,cam aşamasına soğutulabilir.
Bu yüzden, camı amorf bir katı (burada katı, hafif
kuvvetlerin etkisi altında kaldığında akmayan, bükülemez
bir madde anlamındadır) olarak tanımlamak daha
doğru olabilir.
Cam oluşturabilmek için, bir sıvının, kristalleşmesini
önlemeye yeterli bir hızla soğutulması gerekir. Dolayı menti,
üç boyutlu silikon-oksijen bağları ağıdır.Bağlar
düzenli olarak,kısa mesafeli (birkaç atom mesafesi)
oluşmuştur; ama daha uzak bir mesafede,atomların sıralanışında
düzenli bir yapı yoktur.Bu rastgele ağ yapısı,
kristallerdeki atomların uzun-mesafeli sıralanışındaki
düzenle çelişir.
Direnç. Silikat camın ağ yapısı son derece güçlü olduğu
halde, camın kendisi çok kolay kırılır. Camın direnci,
temperleme denilen bir işlemle artırılabilir. Bu işlem,
camın yüzeyinin, içinden daha hızlı soğutulmasıyla gerçekleştirilir.
Kimyasal temperleme,yüzeyinde bir basınç
gerilmesi yaratarak, camı güçlendirmenin başka
bir yoludur. Bu işlemde camdaki küçük sodyum, daha
büyük potasyum iyonlarıyla yer değiştirir.Cama büyük
bir iyonun yerleştirilmesi,cam yüzeyinde bir basınç gerilmesi
oluşturur ve cama potasyum nitrat gibi,yaklaşık
400 °C’ta erimiş potasyum tuzu uygulanarak tamamlanır.
Bu işlem, sıradan temperleme işleminden daha pahalıdır;
ama daha kolay denetlenebilir ve daha birbiçimli
bir gerilmeye yol açar. Günümüzde özellikle gözlük
camlarını güçlendirmek için kullanılmaktadır.
Elektrik iletkenliği.Camın elektrik iletkenliği,camdabulunan
alkali iyonlarının (genellikle sodyum) hareketinden
kaynaklanır. Bu iyonlar, cam yapısında en zayıf
bağlı olan iyonlar oldukları için, en hareketli iyonlardır.
Milyonda birden az alkali iyon konsantrasyonu olan saf
silisyum dioksit eriyiği bile, sodyum ve lityum iyonlarının
iletimiyle elektriği iletir.Oda sıcaklığında bu iyonlar
çok hareketli olmadıklarından, cam aynı zamanda da
iyi bir yalıtıcıdır. Bu sıcaklıkta, cam kütlesinin elektrik
iletkenliği, yüzeyin iletkenliğinden oluşur.Bu yüzey
iletkenliğinin nasıl oluştuğu henüz aydınlatılmamıştır;
ama sodyum gibi iyonların cam yüzeyindeki bir tabaka
üstünde hareketinden kaynaklandığı düşünülmektedir.
Yüzeyin iletkenliği, ortamın neminden önemli ölçüde
etkilenir; kuru havada düşüktür; ama nemli havada
sodyum içeren camlarda yüksektir.
Camın elektriksel (ya da dielektrik) kırılması, iki etmene
bağlıdır: Yüzey iletkenliği; direnç. Yüzey iletkenliği
düşük olan yüksek dirençli bir camın, kırılma direnci
de çok yüksektir ve çok iyi bir elektrik yalıtkanıdır.
Renk. Belirli bileşikler eklenmesiyle cam renklendirebilir:
Yeşil için kromat; mavi için bakır ve kobalt; kırmızı
için bakır ve selenyum; mor için mangan. Şişelerin alışılmış
yeşilimsi rengi, yükseltgenmiş demir eklenmesinin
sonucudur; kahverengi cam, bir demir ve kükürt bileşimi
eklenerek elde edilir. Camda bulunan çok küçük
miktarda metal parçacıkları, güçlü bir biçimde renklenmesini
sağlayabilir; sözgelimi, altın eklenmesi yakut
renkli cam verir.
Florasan camları, son yıllarda laser ışınlarını güçlendirmede
optik bileşen olarak kullanılmaktadır.
Silisyum dioksit eriyiğinin potansiyel optik saydamlığı,
lif optiğinde, optik sinyaller için iletim aracı olarak
kullanılmasına yol açmıştır.
Cam, teknolojide yaygın biçimde kullanılmasına
karşın, günümüzde hâlâ değerli bir sanat ve dekorasyon
aracıdır. Cam üflemede, renklendirmede, saydamlıkta
ve işlenebilme ısısını ayarlamada gerçekleştirilen
gelişmeler, süsleyici amaçlı cam eşya yapımına
yeni olanaklar kazandırmıştır. . CAM İŞÇİLİĞİ.
cam
Related Posts
BİZİM ÖGRETMEN’İMİZ HZ. Peygamberdir..
13 Temmuz 2026
Azmettirmek çoğu zaman hafife alınır.
30 Mayıs 2026